Изучаются свойства импрегнатора.
Ключевые слова: абразивный инструмент, импрегнатор, угол смачивания.
Качество машин и аппаратов при их изготовлении во многом определяется эффективностью работы абразивного инструмента (АИ).
Совершенствование технологии изготовления и последующая дополнительная обработка АИ существенно расширяют области его применения, приводят к значительному экономическому эффекту [1, 2].
Шлифование абразивами — «сложное многообразие разнообразных явлений, которое трудно представить простой и наглядной моделью» [1]. Поэтому, при анализе этих процессов, их условно подразделяют на главные (стружкообразование) и сопутствующие (тепловые, фрикционные, колебательные). Следует отметить, что сопутствующие процессы во многом определяют главные, а значит и эксплуатационные свойства абразивных инструментов.
Одним из методов, влияющих на сопутствующие процессы при шлифовании, является импрегнирование АИ. Исследования, проведенные во ВНИИМАШе [2], показали, что импрегнирование следующим образом количественно изменяет свойства абразивных кругов:
- твердость повышается на одну–три степени;
- прочность на растяжение возрастает на 6–50 % в зависимости от вида импрегнатора;
- дисбаланс кругов, как правило, снижается;
- модуль упругости возрастает в среднем на 30–50 %;
- демпфирующая способность кругов увеличивается в несколько раз;
- теплопроводность инструмента возрастает в 1,5–2 раза;
- поверхностные фрикционные свойства уменьшаются в 1,2–1,5 раза;
- количество прижогов поверхности обрабатываемых металлов уменьшается.
Для импрегнирования стандартных абразивных инструментов применяют различные импрегнаторы. Одной из первых была пропитка абразивных инструментов расплавом серы [3]. Этот метод сложен и энергоемок, поэтому дальнейшие исследования были направлены на разработку технологий, основанных на заполнении пор абразива по методу свободного капиллярного поднятия жидкого импрегнатора с последующим переводом в твердое состояние части его с помощью сушки. Но такие технологии, как правило, требуют соответствующих свойств импрегнатора или добавление к нему поверхностно-активных веществ обеспечивающих быструю и равномерную по объему абразивного круга пропитку [4]. В дальнейшем на основании исследований были сформулированы следующие требования, предъявляемые к импрегнаторам [1]:
- улучшать эксплуатационные свойства абразивного инструмента;
- не оказывать коррозирующего действия на станочное оборудование;
- сохранять стабильность при хранении;
- быть пожаробезопасным;
- не оказывать вредного воздействия на обслуживающий персонал и окружающую среду.
Всем вышеперечисленным требованиям наиболее полно отвечает водная полимерные эмульсия акрилатного типа, а именно, 40 % водная эмульсия «Эмукрил М» [5–7].
В данной работе приведены результаты исследований по определению поверхностного натяжения 40 % водной эмульсии «Эмукрил М» и угла смачивания эмульсией поверхности керамической связки корундовых кругов.
Равновесный краевой угол смачивания (θ, град) определяли путем измерения диаметра основания и высоты капли импрегнатора на горизонтальной подложке. В качестве подложек использовали пластинки из расплавленной и отвержденной связки К5.
Измерение размеров капель проводили в температурном интервале 20–60°С. Нагрев и термостатирование осуществляли в закрытых бюксах. Капли эмульсии размещали на подложку только на короткое время измерения (во избежание испарения воды и изменения концентрации полимерной эмульсии). Температурные зависимости краевого угла смачивания водой и импрегнатором подложки, спеченной из связки К5, представлены на рис. 1.
Как видно из представленных данных, с ростом температуры угол смачивания импрегнатором подложки увеличивается. Данное явление является не типичным, так как с ростом температуры краевой угол у большинства веществ уменьшается [8].
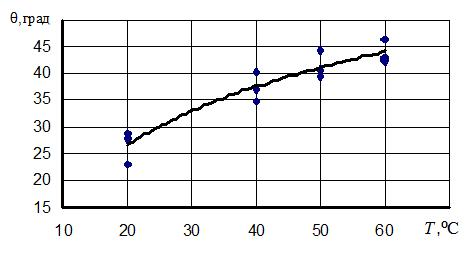
Рис. 1. Температурная зависимость краевого угла смачивания эмульсией «Эмукрил М» подложки, спеченной из связки К5
Следует отметить, что в ряде случаев возникает необходимость увеличить или уменьшить количество импрегнатора в порах инструмента, что достигается пропиткой АИ импрегнатором с разной массовой концентрацией полимерного вещества в воде.
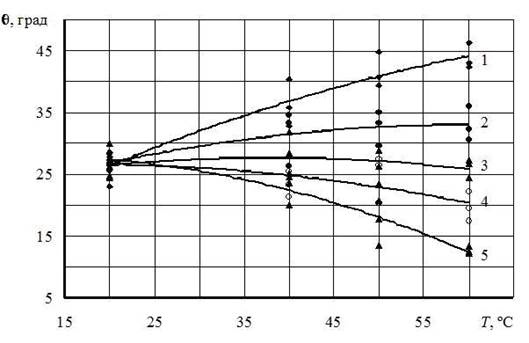
Рис. 2. Температурная зависимость краевого угла смачивания импрегнатором «Эмукрил М» подложки при различной массовой концентрации эмульсии: 1–40 %; 2–30 %; 3–20 %; 4–10 % и водой — 5
Коэффициент поверхностного натяжения полимерной эмульсии определяли по методу отрыва кольца. Рассчитывали отношение силы, измеренной при отрыве металлического кольца от поверхности жидкости, к длине границ пленки. Значение коэффициента поверхностного натяжения исследуемой эмульсии с ростом температуры представлено на рис. 3.
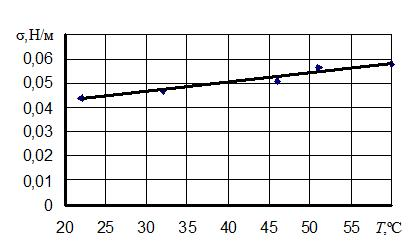
Рис. 3. Температурная зависимость коэффициента поверхностного натяжения эмульсии «Эмукрил М»
Изучение свойств эмульсии показало, что с увеличением температуры растут краевой угол смачивания подложки и поверхностное натяжение, что негативно сказывается на процессе пропитки. Поэтому пропитку лучше вести при значениях температуры 20–30ºС.
В связи с этим следует рассмотреть возможность проведения пропитки импрегнатором «Эмукрил М» с меньшими концентрациями полимерного вещества.
Литература:
1. Оробинский В. А. Абразивные методы обработки и их оптимизация. — М.: Машиностроение. –2000. — 314 с.
2. Островский В. И. Импрегнированный абразивный инструмент: Обзор / В. И. Островский. –М.: НИИМаш. — 1983. — 72с.
3. А.С. № 645831 (СССР), МКИ В24Д 3/34 Состав для импрегнирования абразивных инструментов / С. М. Маленьких, Р. М. Мубаракшин, Б. А. Оборский, А. В. Якимов. –1979. БИ № 5.
4. Майникова Н. Ф. Модифицирование абразивного корундового инструмента поверхностно-активными веществами // Вестник Тамбовского государственного технического университета. — 1998. Т. 4. — № 1. — С. 91–97.
5. А.С. № 1604590 (СССР), МКИ В24Д 3/34 Способ импрегнирования абразивного инструмента на основе корунда / Н. Ф. Майникова, С. М. Опарин, Ю. В. Воробьев и др. Открытия и изобретения. 1990. № 41.
6. А.С. № 1726222 (СССР), МКИ В24Д 3/34 Способ импрегнирования абразивного инструмента на основе корунда / Н. Ф. Майникова, С. М. Опарин, Ю. В. Воробьев, В. А. Рощин // Открытия и изобретения. 1992. № 14.
7. Патент РФ № 2284895, МКИ В24Д 3/34 Способ импрегнирования абразивного инструмента / Майникова Н. Ф., Жуков Н. П., Дмитриев В. М., Чурилин А. В. // Открытия и изобретения, 2006. № 28.
8. Чурилин А. В. Кинетика и аппаратурно-технологическое оформление процессов пропитки и сушки абразивного инструмента: Дис… канд. техн. наук. — Тамбов., 2004. — 223 с.

