Фланцевые соединения играют ключевую роль в различных отраслях промышленности, включая нефте- и газодобычу, химическую и пищевую промышленность, энергетическую отрасль и другие. Неплоскостность фланцевых соединений представляет собой одно из ключевых качественных требований к металлоконструкциям, так как любые отклонения от плоскостности могут привести к проблемам с герметичностью и долговечностью соединений. В данной статье рассмотрим основные причины неплоскостности, методы её выявления и устранения, а также требования к ним.
Ключевые слова: металлоконструкции, фланцевые соединения, неплотность соединения, зазоры во фланцевом соединении.
Фланцевые соединения состоят из двух фланцев, уплотнительного кольца и крепежных элементов (болты и гайки) [1]. Существуют различные типы фланцев, каждый тип которых предназначен для определенных условий эксплуатации и имеет свои преимущества и недостатки.
– Приварные фланцы
– Фланцы с резьбой
– Свободные фланцы
– Фланцы с плоским торцом
Материалы, используемые для изготовления фланцев, варьируются в зависимости от условий эксплуатации. Основными материалами являются (Рис.1):
– Углеродистые стали широко применяются благодаря своей доступности и достаточной прочности для большинства применений.
– Нержавеющие стали используются в агрессивных средах, где требуется высокая коррозионная стойкость.
– Легированные стали применяются при высоких температурах и давлениях благодаря улучшенным механическим свойствам.

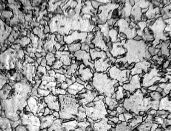

Рис. 1. Микроструктура сталей 08пс; 09Г2С; 10ХСНД (соответственно)
Углеродистые и низколегированные стали широко применяются из-за своей доступности и экономичности, в то время как нержавеющие и высоколегированные стали используются там, где необходима высокая коррозионная стойкость и прочность при экстремальных температурах.
Фланцевые соединения регламентируются различными международными и национальными стандартами, которые определяют размеры, допустимые отклонения, материалы и методы испытаний. Наиболее распространенные стандарты включают:
– ASME B16.5 — стандарты для фланцев и соединительных элементов трубопроводов.
– DIN EN 1092 — европейский стандарт для фланцев из различных материалов.
– ГОСТ 23118–2012 (и его предыдущие редакции) регулирует фланцы стальные для соединений трубопроводов, аппаратов и оборудования [2].

Рис. 2. Типовой фланцевый узел типа «колонна-ригель»
Рассмотрим основные аспекты этого стандарта, включая его структуру, типы фланцев, технические требования и области применения.
ГОСТ 23118 охватывает следующие аспекты:
– Область применения: Стандарт распространяется на стальные фланцы, используемые в трубопроводных системах, а также в соединениях аппаратов и оборудования, работающих при давлении до 20 МПа и температуре до 600°C.
– Типы фланцев: Стандарт включает различные типы фланцев, предназначенных для различных условий эксплуатации.
– Материалы: Основными материалами для изготовления фланцев по ГОСТ 23118 являются углеродистые и легированные стали. Конкретные марки сталей и их химический состав регламентируются стандартом. Также учитываются требования к механическим свойствам, такие как предел текучести, предел прочности и удлинение.
– Конструкция и размеры: стандарт определяет конструктивные размеры фланцев, включая диаметр, толщину, диаметр болтовых отверстий и их расположение. Также устанавливаются допустимые отклонения и допуски.
– Технические требования: включают требования к поверхности фланцев, их механическим свойствам, испытаниям на герметичность и методы контроля качества. В частности, рассматриваются требования к обработке поверхности (чистота обработки, отсутствие дефектов), а также методы неразрушающего контроля, такие как ультразвуковая и радиографическая дефектоскопия.
Основным положением, которое хотелось бы рассмотреть в работе, является неплоскостность фланцевых соединений, регламентируемая таблицей Б1 п.4.2.3 (ГОСТ 23118–2012)
Неплоскостность фланцевых соединений представляет собой одно из ключевых качественных требований к металлоконструкциям, так как любые отклонения от плоскостности могут привести к проблемам с герметичностью и долговечностью соединений. В данной статье рассмотрим основные причины неплоскостности, методы её выявления и устранения, а также требования к ним.
Причины неплоскостности фланцев:
– Производственные дефекты;
– Монтажные ошибки;
– Эксплуатационные факторы;
– Материальные дефекты.
Методы выявления неплоскостности:
– Визуальный осмотр:
- Проводится с помощью линейки, угольника или шаблона.
- Линейка прикладывается к поверхности, и визуально оцениваются зазоры между линейкой и поверхностью.
- Подходит для предварительной оценки.
– Использование щупов:
- Щупы разной толщины применяются для измерения зазоров между поверхностью и контрольной линейкой.
- Позволяет количественно оценить величину неплоскостности.
– Лазерное сканирование:
- Лазерные сканеры или лазерные нивелиры используются для построения 3D-модели поверхности.
- Позволяет точно определить отклонения от плоскости.
– Координатно-измерительные машины (КИМ):
- Используются для высокоточного измерения геометрических параметров.
- Позволяют определить неплоскостность с высокой точностью.
– Оптические методы:
- Использование оптических приборов, таких как теодолиты или нивелиры, для измерения отклонений.
- Применяется для крупногабаритных конструкций.
– Гидростатические уровни:
- Используются для определения перепадов высот на больших поверхностях.
- Позволяет оценить неплоскостность в крупных рамных узлах.
Методы контроля неплоскостности
– Нормативная документация:
- Соблюдение требований ГОСТ, СНиП или других стандартов, которые регламентируют допустимые отклонения от плоскостности.
- Например, ГОСТ 19904–90, 23118–2015 для металлоконструкций.
– Использование шаблонов:
- Применение эталонных шаблонов для сравнения с контролируемой поверхностью.
- Позволяет быстро выявить отклонения.
– Контрольные замеры:
- Регулярные замеры с использованием измерительных инструментов (линеек, щупов, лазеров).
- Проводятся на этапах сборки и после завершения работ.
– Автоматизированные системы контроля:
- Использование роботизированных систем с лазерными или ультразвуковыми датчиками.
- Позволяет контролировать неплоскостность в реальном времени.
– Корректировка и выравнивание:
- При обнаружении отклонений применяются методы правки (механическая, термическая или гидравлическая).
- Использование домкратов, прессов или нагрева для устранения деформаций.
– Статистический контроль:
- Анализ данных измерений для выявления тенденций и предотвращения дефектов.
- Применяется в серийном производстве.
Методы устранения неплоскостности
– Механическая обработка:
- Шлифование: Использование шлифовальных станков для достижения необходимой плоскостности фланцев.
- Фрезерование: Применение фрезерных станков для обработки поверхности фланца.
– Исправление монтажа:
- Правильное затягивание болтов: Затягивание болтов по схеме крестообразного или звездообразного порядка, что обеспечивает равномерное распределение напряжений.
- Использование подкладок и выравнивающих элементов: Применение специальных прокладок для компенсации отклонений от плоскостности.
– Термическая обработка:
- Нагрев и охлаждение
– Контроль и корректировка в процессе эксплуатации:
- Регулярный мониторинг
- Использование компенсаторов
Нередко случаются ситуации, когда при монтажных работах контролер ОТК отказывается подписывать документацию, из-за того, что зазор фланцевого соединения составляет более 0,3мм, иначе говоря, фланец имеет «грибовидную» форму (Рис.3).

Рис. 3. Замер грибовидности фрезерованной поверхности фланца с помощью поверочной линейки
Целью исследования было узнать, влияет ли неплостность рабочих поверхностей на несущую способность узла, и, возможно, в будущем регламент приема конструкций по ГОСТ 23118 будет пересмотрен.
Были проанализированы отчеты по численным расчётам в ПО IDEA StatiCa [3] характерных типов узлов с соответствующими физическими и геометрическими характеристиками на различные сочетания нагрузок (Рис.4) и исполнительная документация с перечнем отклонений от требований СП 70.13330.2012 при производстве и приемке работ [4].
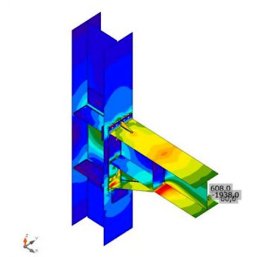
Рис. 4. Сконструированный узел фланцевого соединения в IDEA StatiCa
Были сконструированы схемы болтовых фланцевых соединений с пометками о требуемой величине зазора в типовых соединениях (рис. 5).
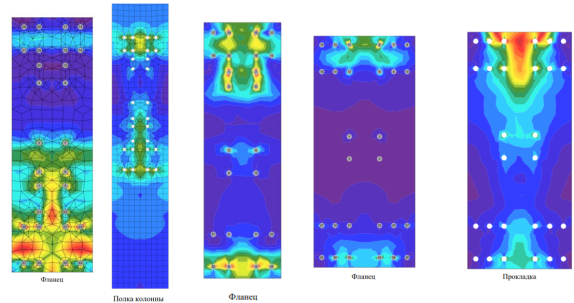
Рис. 5. Схема напряжений в типовых конструкциях фланцевых соединений
Согласно расчетам, наибольшие напряжения возникают у стенки и полок балки, несущая способность узла обеспечивается. Так, анализируя расчеты узлов, можно прийти к выводу, что зазор 0,3мм обязательно должен соблюдаться в районе балки, это в свою очередь гарантируется конструкцией узла (правильной затяжкой высокопрочных болтов), а вот по краям фланца данное требование излишне и в некоторых зонах может быть увеличено вплоть до 4мм (рис. 6).
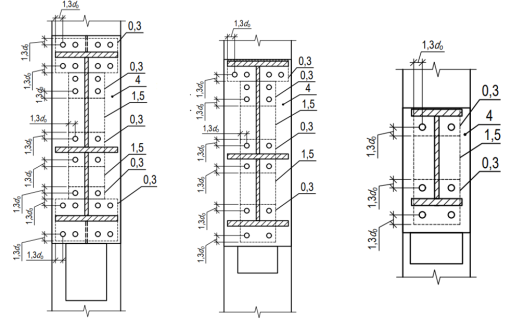
Рис. 6. Определение размеров зазора согласно расчетам
Я считаю эту тему весьма актуальной в данный период времени, так как фланцевые соединения все чаще применяются в промышленном строительстве, и в зонах монтажа часто возникают ситуации, по которым не может быть возможным обеспечить плоскостность 0,3мм на фланце, из-за допусков конструкций по длине, ошибок изготовления или приемки, соответственно, нужно рассмотреть увеличения поля допуска по ГОСТ 23118. Аргументирую это тем, что при невыполнении данного пункта ГОСТа- конструкция бракуется, уходит на доработку, повышаются транспортные, денежные и человеческие расходы, начинается простой в зоне монтажа. Расширяя поле допуска, от этих проблем можно уйти.
Литература:
- НИПИ Промстальконструкция.: Болтовые фланцевые рамные соединения балок с колоннами стальных каркасов зданий и сооружений
- ГОСТ 23118–2019. Конструкции стальные строительные. Табл. Б1. С. 25–29.
- ЦНИИСК им. Кучеренко Госстроя СССР. Пособие по проектированию стальных конструкций. П. 27. С. 46.
- Митин С. В. Ведущий эксперт отдела обследований и экспертиз несущих конструкций. Монтажные соединения на болтах с контролируемым натяжением.

