В статье приведеныматериалы анализа существующих способов восстановления гильзы цилиндров, а также сущность и описание модернизированного технологического процесса восстановления.
In article materials of the analysis and lacks of existing ways of restoration of a sleeve of cylinders, and also essence and the description of the modernised technological process of restoration are resulted.
Известен способ восстановления гильзы, заключающийся в том, что стенку изношенного цилиндра разрезают по линии вертикальной оси, затем гильзу стягивают и стык заваривают электродуговой сваркой под слоем флюса, далее механической обработкой доводят под необходимый ремонтный размер. При этом полностью восстанавливается работоспособность сопряжения, так как обработка под ремонтный размер осуществляется с теми же допусками, с которыми восстанавливают изношенные детали [1].
Применение способа ремонтных размеров является основным для восстановления сопряжения «гильза-поршень» для дизелей.
По действующим техническим требованиям изношенная гильза должна восстанавливаться расточкой хонингованием под увеличенный ремонтный размер. Недостатком данного способа является ухудшение свойств материала вследствие воздействия высокой температуры и электродуговой сваркой.
Восстановление изношенной внутренней цилиндрической поверхности под номинальный размер можно осуществить путем установки новой тонкостенной в изношенную гильзу (Рис. 1) [2].
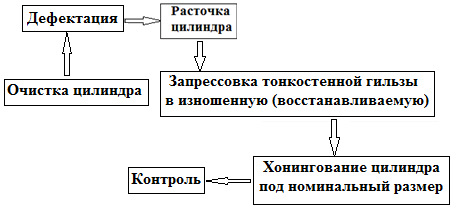
Рис. 1. Существующий способ восстановления
Недостатком данного способа восстановления гильзы цилиндров заключается в том, что наличие воздушной прослойки между основным и вставным цилиндрами приводит, к неравномерному охлаждению последней, тем самым ухудшает эксплуатационные показатели работы и снижает мощностные характеристики двигателей внутреннего сгорания (ДВС). Более того воздушная прослойка приведет к неравномерному теплообмену и износу внутренней поверхности гильзы. В связи с этим использование указанного способа для восстановления гильзы цилиндров ДВС, является нецелесообразным.
Модернизация способа восстановления гильз цилиндров ДВС, заключается в следующем, новый тонкостенный запрессовывают в изношенный с нанесенными на контактируемые поверхности теплопроводной пастой (термопаста) с минимальным натягом покрытия, обеспечивающий упругий насыщенный контакт.
При упругом насыщенном контакте все микронеровности, которые расположены на контурной площади контакта образуют зоны контакта. Термопаста, используемая в качестве смазки, при нанесении на поверхность отверстия сопрягаемой детали заполнит микровпадины. После отвердения термопасты увеличится площадь контакта. Кроме того увеличатся фрикционные параметры. Рост фактической площади контакта снизит контактные напряжения в покрытии термопасты при ее нагружении.
Модернизация процесса восстановления состоит в том, что сначала изношенную гильзу 1 после очистки растачивают на алмазно-расточном станке модели 2А78 под размер в зависимости от толщины новой тонкостенной гильзы 3 (Рис. 2).
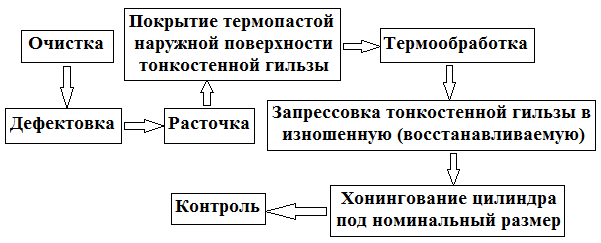
Рис. 2. Модернизированный способ восстановления гильзы цилиндра
После расточки внутренней поверхности новой тонкостенной гильзы 2 производится покрытие ее внешней цилиндрической поверхности термопастой.
Покрытие термопастой производят кистью волосяной № 10. Термообработку покрытия производят при температуре Т=1500С, время t=3ч.
Непосредственно перед запрессовкой на внутреннюю поверхность изношенной гильзы 1 в качестве смазочного материала наносят тонкий слой термопасты, а затем в нее запрессовывают новую тонкостенную гильзу 3.
Сборка составной гильзы производится путем запрессовки на гидравлическом прессе модели 21–35-М-1 новой тонкостенной гильзы 3 в изношенную гильзу 1 (Рис. 3).
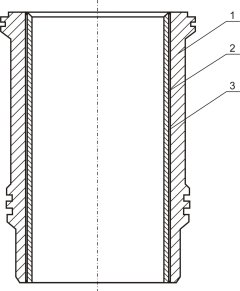
Рис. 3. Общий вид составной гильзы: 1 — изношенная гильза; 2 — слой термопасты; 3 — новая тонкостенная гильза (впрессованная)
Таким образом, после сборки между наружной поверхностью новой тонкостенной и внутренней поверхностью расточенной изношенной гильзы цилиндра не будет зазора S, заполненного воздухом. Затем составную гильзу в специальном приспособлении устанавливают на вертикально-хонинговальном станке модели 3Г833 и обрабатывают алмазно-хонинговальными брусками под номинальный размер.
Основное преимущество нового способа заключается в том, что между наружной поверхностью новой тонкостенной гильзы 3 и внутренней поверхностью изношенной гильзы 1 не остается воздушный зазор S. Воздушный зазор ухудшает теплопередачу от новой тонкостенной гильзы 3 к изношенной гильзе 1, являющейся гнездом. Разность температур в камере сгорания и водяной рубашкой приводит к интенсивному износу и в результате сокращает срок службы гильзы и эксплуатации ДВС. Плохая теплопередача от новой тонкостенной гильзы 3 к гнезду, то есть к изношенной гильзе 1, может привести к перегреву гильз и падению мощности двигателя, что является весьма нежелательным. Поэтому при установившемся тепловом состоянии двигателя воздушный зазор S между новой тонкостенной гильзой 3 и ее гнездом — изношенной гильзой 1 не должен иметь место. Последнее условие соблюдается только при наличии и использовании термопасты в технологическом процессе восстановления гильз.
Предлагаемый способ восстановления гильз цилиндров по сравнению с известным способом позволяет за счет равномерного теплообмена снизить интенсивность износа и тем самым повысить срок службы гильз цилиндров и эксплуатации ДВС в целом. Восстановление гильз цилиндров может быть организовано на уровне мастерских общего назначения и МТП РУз.
Литература:
- Способ восстановления отверстий в деталях. Патент № 4867933/27 от 11.11.91/Ш. У. Юлдашев, К. И. Пискентбаев, И. А. Аширбеков.
- Патент RU 2215630 С2, МКл3. В 23 Р 6/02. Способ восстановления гильз цилиндров тракторных двигателей. Голубничий Н. Т.

